Laserstrahlgeschweißte Stahl-Aluminium-Adapter eröffnen betriebsfeste Leichtbaualternativen im Schiffbau.
Betriebsfestigkeit, Stahl-Aluminium-Laserstrahlschweißung, maritime Industrie

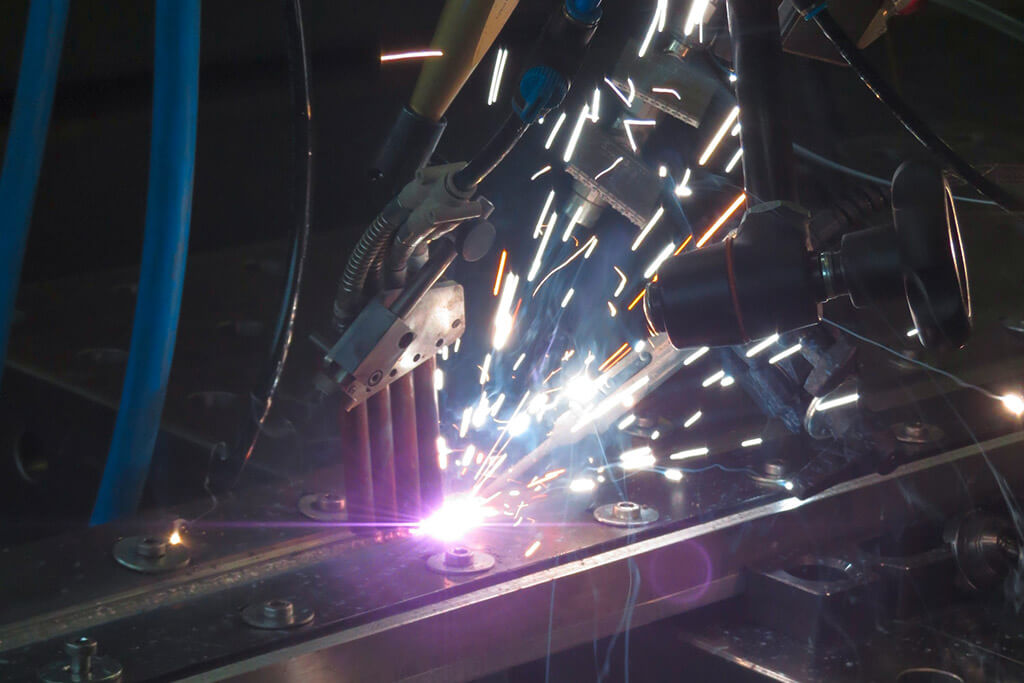
In der maritimen Industrie werden sowohl Stahl als auch Aluminiumlegierungen zur Umsetzung von Leichtbauforderungen eingesetzt, deren Fügeverbindung die Betriebsfestigkeit der Konstruktion maßgeblich bestimmt. Im kollaborativen Forschungsprojekt Laserstrahlschweißen von Stahl an Aluminium für die Anwendung im Schiffbau bewertet das Fraunhofer LBF die Betriebsfestigkeit der lokalen Anbindung von Stahl an Aluminiumlegierungen unter Einsatz des Laserstrahlschweißens. Infolge eines geregelt gependelten Schweißprozesses wurde dabei die Verbindung durch eine verminderte Ausbildung versagensrelevanter intermetallischer Eisenaluminide realisiert.
In der maritimen Industrie führen zunehmende Forderungen nach Minimierung des CO2-Ausstoßes und Verringerung des Kraftstoffverbrauches zum Einsatz von Leichtbaukonstruktionen. Um diesen Forderungen nachzukommen, werden im Schiffbau hybride Werkstoffverbindungen aus Stahl und Aluminiumlegierungen eingesetzt. In der Anwendung werden beide Werkstoffe flächig durch explosionsgeschweißte Adapter verbunden, deren Herstellung jedoch mit enormem Aufwand und Kosten verbunden ist. Zur Effizienzsteigerung verlangt die maritime Industrie, insb. der Schiffbau, nach alternativen hybriden Fügeverbindungen. Eine gute Ersatzmöglichkeit für die Adapterherstellung ist durch das Laserstrahlschweißen geben, welches zusätzlich zu einer lokalen Anbindung auch den Einsatz von vorkonfektionierten Halbzeugen ermöglicht. Bei hohen Schweißgeschwindigkeiten kann durch ein kontrolliertes Aufschmelzen ein günstiges Mischungsverhältnis und Gefüge im Bereich der Stahl-Aluminium-Fügestelle eingestellt werden. Dieser laserspezifische Vorteil wird genutzt, um zur Schweißnahtfestigkeitsoptimierung die Bildung von Schweißnahtunregelmäßigkeiten und einem erhöhten Anteil an spröden intermetallischen Phasen, im Vergleich zu anderen thermischen Fügeverfahren, zu reduzieren, sodass die Betriebsfestigkeit der Verbindung in der Untersuchung des Fraunhofer LBF sichergestellt werden kann.


Entwicklung eines geregelten Schweißprozesses zum Fügen von Stahl und Aluminium
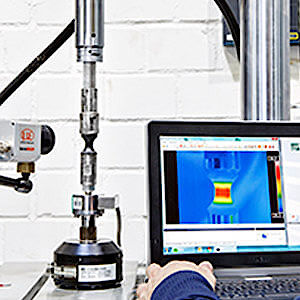
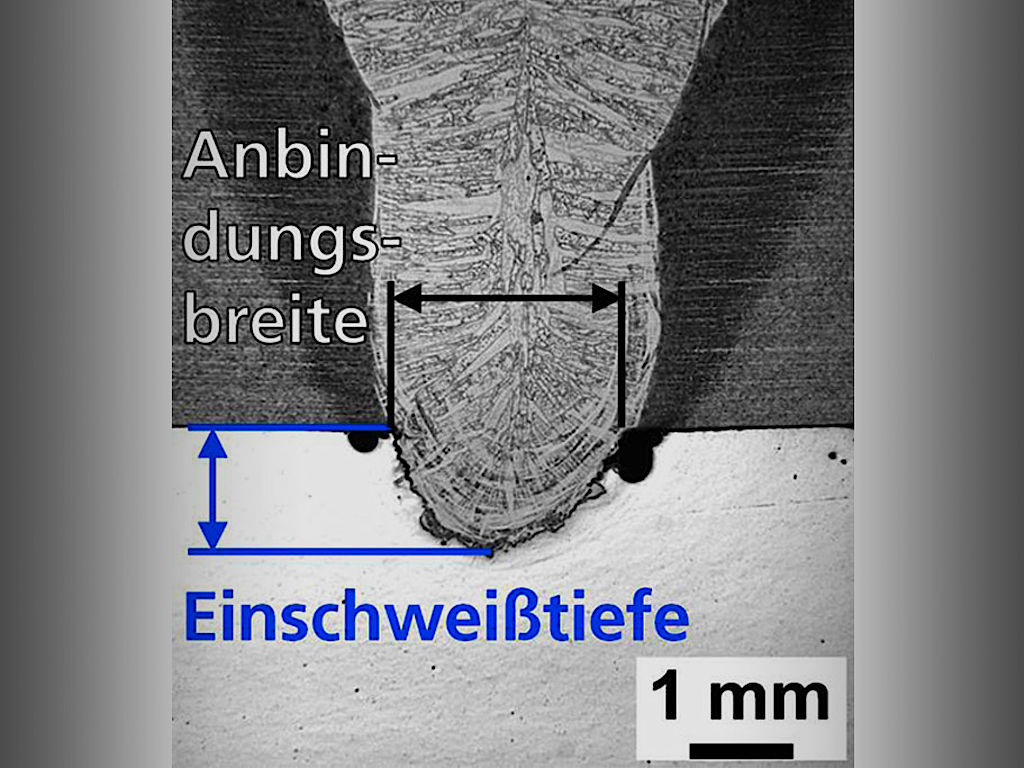
Um ein grundlegendes Prozessverständnis des Laserstrahlschweißens von Stahl an Aluminiumlegierungen im Dickblechbereich zu gewinnen, wurde zu Beginn der Einfluss von Prozessparametern auf die Mischverbindung untersucht. Infolge der umfassenden Analyse der Fügezone überlappend geschweißter Verbindungen aus dem Stahl S355 (Dicke t = 5 mm) und der Aluminiumlegierung EN AW-6082 (t = 8 mm) ist es gelungen, den Einfluss von Prozessparametern auf die Schweißnahtqualität hinsichtlich Schweißnahtunregelmäßigkeiten und der Festigkeit aufzuzeigen. Die Vorschubgeschwindigkeit hat bei konstanter Laserstrahlleistung einen wesentlichen Einfluss auf die Schweißnahtqualität, da diese die Nahtgeometrie hinsichtlich der Einschweißtiefe und Anbindungsbreite zwischen Stahl und Aluminium beeinflusst. Eine abnehmende Vorschubgeschwindigkeit führt zu einer Vergrößerung der Nahtquerschnittabmessungen, sowohl für die Einschweißtiefe als auch die Anbindungsbreite. Es hat sich gezeigt, dass Mischverbindungen bis zu einer Einschweißtiefe von etwa 1,5 mm mit vergleichsweise hoher Qualität erzeugt werden können. Da in der industriellen Fertigung von nicht gleichbleibenden Bedingungen, d.h. unterschiedlichen Beschichtungen und Beschichtungsdicken, Blechdickensprüngen etc., auszugehen ist, wurde zur Kompensation derartiger Störgrößen eine spektrometerbasierte Einschweißtiefenregelung entwickelt und evaluiert.
Die Ergebnisse zeigen, dass die Einschweißtiefe und damit einhergehend auch die Schweißnahtqualität trotz variierender Bedingungen konstant gehalten werden kann. Dadurch ist es gelungen, reproduzierbare Schweißnähte zwischen Stahl und Aluminium prozesstechnisch zu realisieren. Die Umsetzbarkeit des Laserstrahlschweißprozesses mit dem Einschweißtiefenregelungssystem konnte schließlich nicht nur im Labormaßstab, sondern auch im industrienahen Umfeld aufgezeigt werden.
Mechanische Eigenschaften und Schwingfestigkeit der Stahl-Aluminium-Schweißverbindung
Unter quasistatischer Belastung resultiert für ein überlappend und gependelt geschweißtes Nahtsegment mit 25 mm Länge und einer Einschweißtiefe von 1,5 mm bei hoher Nahtqualität mit einem geringen Anteil an Schweißnahtunregelmäßigkeiten eine hohe maximale Scherzugkraft von etwa 9 kN. Der positive Einfluss der optimierten, geregelten Laserstrahlschweißnaht wurde schließlich an einem in Zusammenarbeit mit den maritimen Industriepartnern entwickelten Stahl-Aluminium-Adapter gezeigt. Unter Verwendung einer optimalen Einschweißtiefe von ca. 1,3 mm erreichen diese Adapter die höchste Zugkraft von etwa 44 kN pro 25 mm Segment. Dies entspricht einer Überschreitung der Dehngrenze der für die Anwendung relevanten Aluminiumlegierung EN AW-5083 um ca. 52 %.
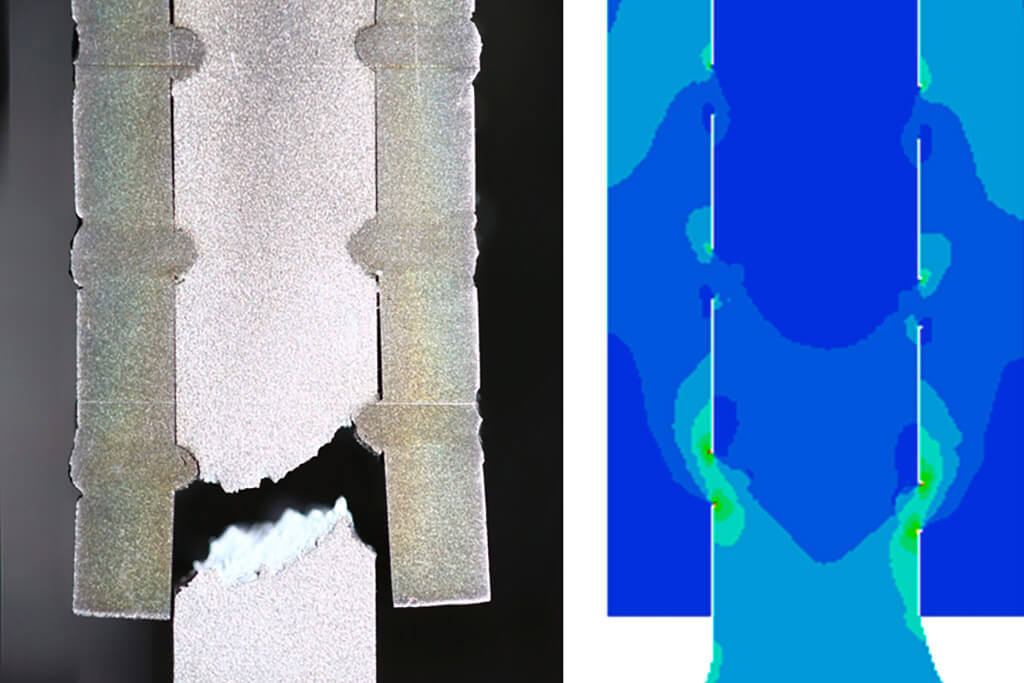
Ergänzend zu den quasistatischen Festigkeitsuntersuchungen und metallographischen Analysen konnten die Forscher des Fraunhofer LBF die Einschweißtiefe und die Anbindungsbreite bzw. deren Verhältnis als Haupteinflussgrößen auf die Schwingfestigkeit bestätigen. Ein gesteigertes Verhältnis aus Anbindungsbreite zu Einschweißtiefe äußert sich in einer Schwingfestigkeitserhöhung der einfachen Überlappverbindungen. Die Schwingfestigkeit der Adapter liegt knapp 20 % über der für gependelt geschweißte Überlappnähte. Die lokale Schwingfestigkeitsbewertung mit Hilfe von Kerbspannungen zeigt schließlich nicht nur eine gute Korrelation mit dem Rissausgangsort, sondern bestätigt auch den positiven Einfluss einer erhöhten Anbindungsbreite zwischen Stahl- und Aluminiumblechen infolge einer gependelten Laserstrahlschweißung. Für geschweißte Verbindungen der ausreichend hohen Nahtqualität können geometrieunabhängig für optimierte Schweißprozessparameter die für Aluminiumschweißverbindungen vorgeschlagenen FAT-Klassen in der Bewertung zugrunde gelegt werden. In den Untersuchungsergebnissen der LBF-Forscher wurde das Einsatzpotential der geschweißten Stahl-Aluminium-Mischverbindung nicht nur durch die Schwingfestigkeit unter konstanten Lastamplituden, sondern auch unter variablen Amplituden einer aus einem Linearkollektiv abgeleiteten zufällig-verteilten Lastfolge sowie unter dem korrosiven Einfluss von Salzsprühnebel gezeigt.
Kundennutzen
Die Forschungsergebnisse des Fraunhofer LBF zeigen wesentliche Einflüsse auf die Betriebsfestigkeit von Fügeverbindungen hybrider Werkstoffkombinationen, wie bspw. Stahl-Aluminium-Verbindungen, auf und erhöhen ihre zuverlässige Auslegung. Dadurch wird der Grundstein für den konstruktiven Einsatz alternativer Fertigungsverfahren in der maritimen Anwendung gelegt.
LaSAAS – »Laserstrahlschweißen von Stahl an Aluminium für die Anwendung im Schiffbau«
Laser Zentrum Hannover e.V.
LASER on demand GmbH
Scansonic MI GmbH
Precitec GmbH & Co. KG

»Um Flexibilität in der Konstruktion und Fertigung maritimer Systeme zu ermöglichen, ist eine Vielfalt an Fertigungsverfahren für hybride Werkstoffverbindungen, wie sie hier durch das Laserstrahlschweißen untersucht wurden, erforderlich. Für den zukünftigen betriebsfesten Einsatz tragen unsere experimentellen und numerischen Untersuchungen wesentlich dazu bei, ihre Schwingfestigkeit abzusichern.« Dipl.-Ing. Benjamin Möller
Ihre Ansprechpartner zu diesem Projekt
- Dr.-Ing. Rainer Wagener
- Tel.: +49 6151 705-444
- rainer.wagener@lbf.fraunhofer.de
- Dipl.-Ing. Benjamin Möller
- Tel.: +49 6151 705-8443
- benjamin.moeller@lbf.fraunhofer.de