Laser beam welded steel-aluminum adapters provide opportunities for reliable lightweight alternatives in shipbuilding.
Structural Durability, steel-aluminum laser beam welding, maritime industry

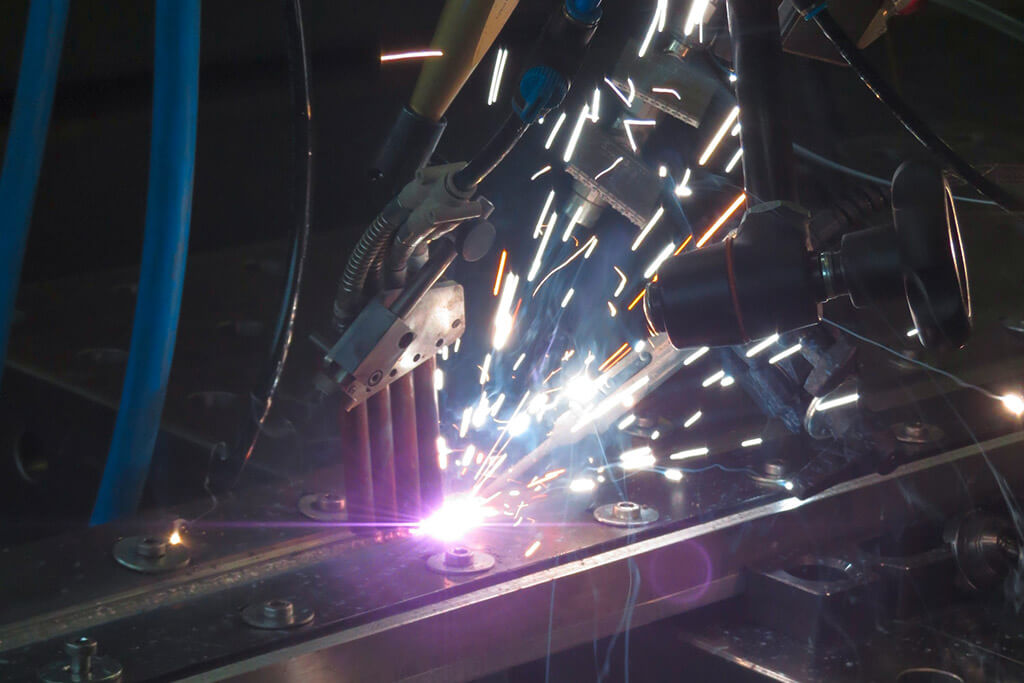
In the maritime industry, both steel and aluminum alloys are used to fulfill lightweight construction requirements. The joining of these materials decisively determines the structural durability of the design. In the collaborative research project ”Laser Beam Welding of Steel to Aluminum for Application in Shipbuilding”, Fraunhofer LBF evaluates the structural durability of the local joining of steel to aluminum alloys using laser beam welding. Through a controlled oscillating welding process the joining was realized through reduced formation of critical intermetallic compounds between iron and aluminum.
Increasing requirements to minimize CO2 emissions and reduce fuel consumption in the maritime industry are leading to the application of lightweight structures. In order to meet these requirements, hybrid material combinations of steel and aluminum alloys are used in shipbuilding. For practical application, the surfaces of both materials are joined through explosion weldeding, but their production comes with enormous efforts and expense. To increase efficiency, the maritime industry, in particular the shipbuilding sector, requires alternative hybrid joining techniques. Laser beam welding provides a reasonable alternative for adapter manufacturing. In addition to local joining, this process allows the use of prefabricated semi-finished products. At high welding speeds, a favorable intermixture and microstructure can be adjusted through controlled melting in the area of the steel-aluminum joint. This laser-specific advantage is used to reduce the formation of welding irregularities and an increased proportion of brittle intermetallic phases in comparison to other thermal joining methods for weld seam strength optimization, so that the structural durability of the joint can be ensured within the study by Fraunhofer LBF.

Development of a controlled welding process for joining steel to aluminum
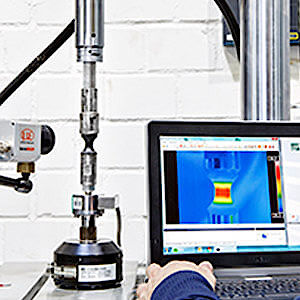
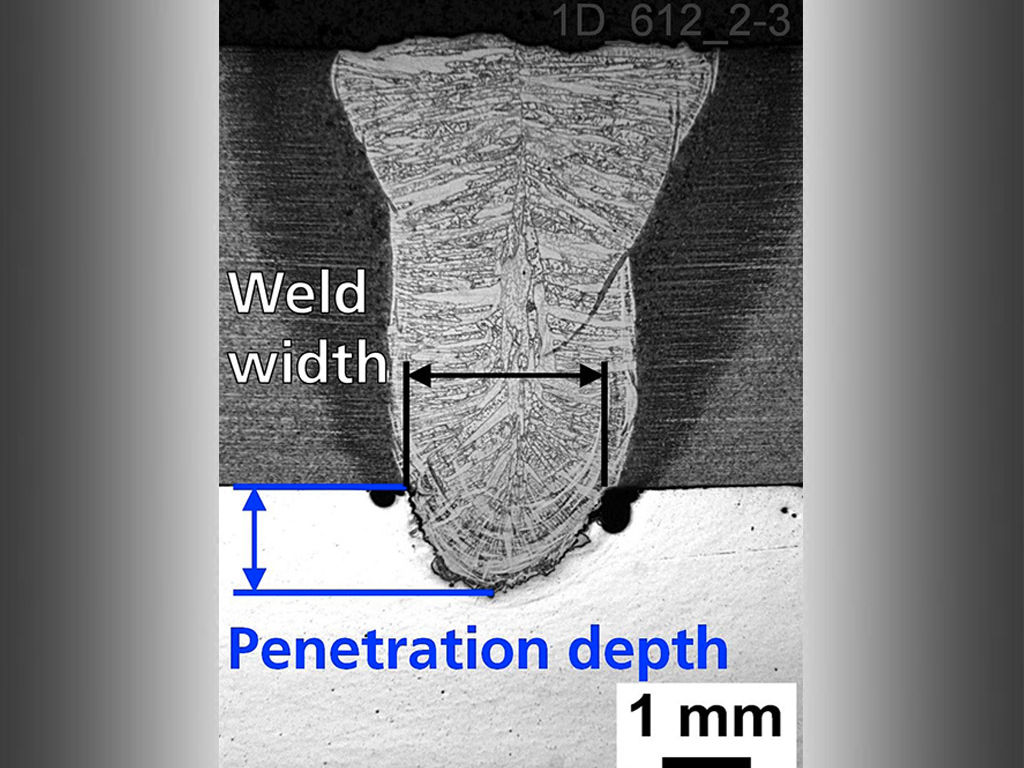
In order to gain a basic understanding of laser beam welding of steel to aluminum alloys in the sheet metal sector, the influence of process parameters on the dissimilar joint was initially studied. As a result of the comprehensive analysis of the weld zone of lap joints made of steel S355 (thickness t = 5 mm) and aluminum alloy EN AW-6082 (t = 8 mm), it was possible to show the influence of process parameters on weld seam quality with regard to welding irregularities and strength. Under constant laser beam power, the feed rate has a significant influence on the weld seam quality, as this impacts the seam geometry with regard to the welding depth and connection width between steel and aluminum. A decreasing welding speed leads to an increase in the cross-sectional seam dimensions, both for the penetration depth and the weld width. The studies showed that hybrid joints can be produced up to a weld depth of about 1.5 mm with comparatively high quality. Since non-uniform conditions (i.e. different coatings and coating thicknesses, varying sheet thickness, etc.) can be assumed in industrial production, a spectrometer-based penetration depth control was developed and evaluated to compensate for such disturbance variables.
The results show that the penetration depth and the corresponding weld seam quality can be kept constant despite varying conditions. This made it possible to realize reproducible weld seams between steel and aluminum through this process. The feasibility of the laser beam welding process with the penetration depth control system could finally be demonstrated on a laboratory scale, but more importantly also in an industry-related environment.
The results show that the welding depth and the corresponding weld seam quality can be kept constant despite varying conditions. This made it possible to realize reproducible weld seams between steel and aluminum through process technology. The feasibility of the laser beam welding process with the welding depth control system could finally be demonstrated on a laboratory scale, but more importantly also in an industry-related environment.
Mechanical properties and fatigue strength of the steel-aluminum welded joint
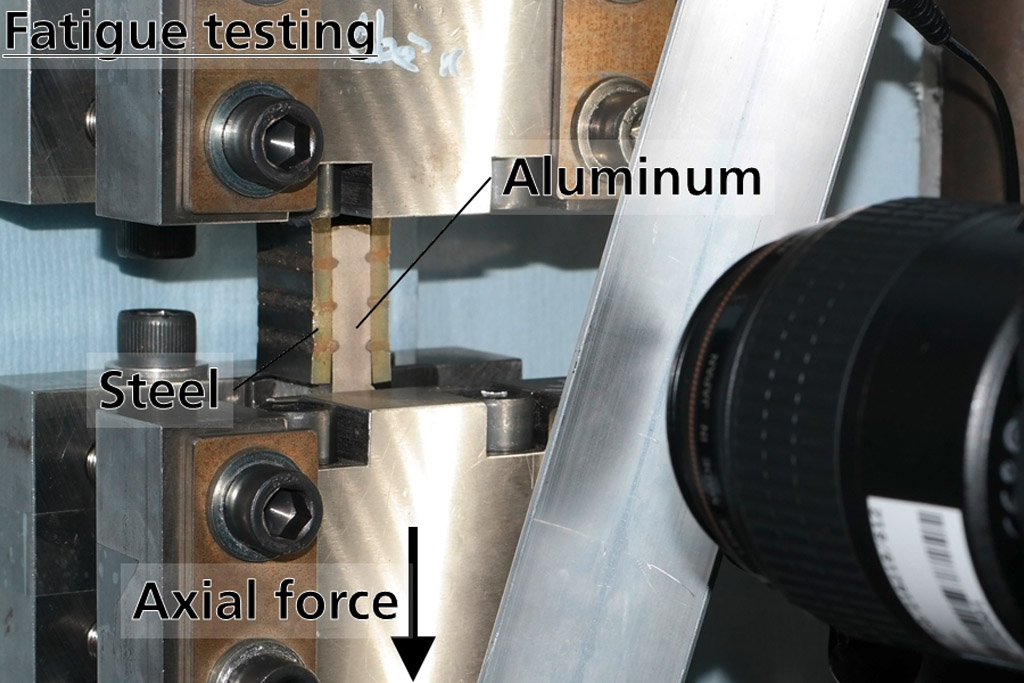
For an oscillating welded segment of a lap joint with a length of 25 mm and a penetration depth of 1.5 mm with high seam quality and a low proportion of weld irregularities, quasi-static axial loading results in a high maximum shear force of approximately 9 kN. The positive effect of the optimized, controlled laser beam weld was finally demonstrated with the help of a steel-aluminum adapter developed in cooperation with the partners from the maritime industry. Using an optimum penetration depth of approx. 1.3 mm, these adapters reach the highest tensile force of approx. 44 kN per 25 mm segment. This means that the yield strength of the aluminum alloy EN AW-5083 relevant for the application is exceeded by approx. 52%.
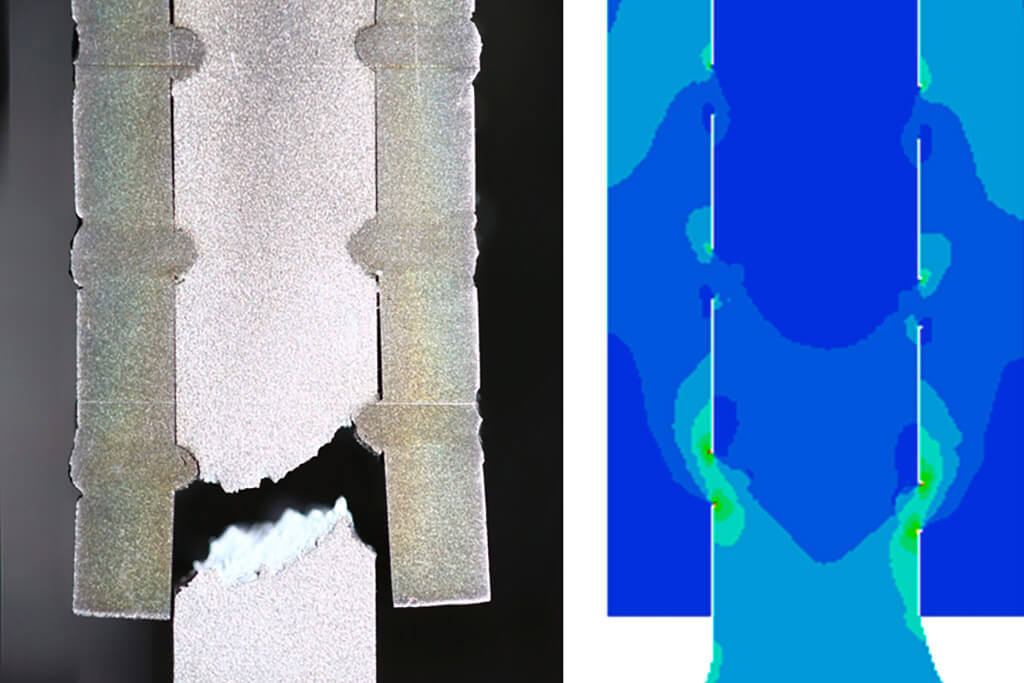
In addition to the investigation of the tensile strength and metallographic analyses, the researchers from Fraunhofer LBF were able to confirm the penetration depth and the weld width or their ratio as the main influencing factors on the fatigue strength. An increased ratio of weld width to penetration depth manifests itself in an increase in the fatigue strength of single welded lap joints. The fatigue strength of the adapters is about 20% higher than that for oscillated welded lap joints. Ultimately, the local fatigue assessment by notch stresses does not only show a good relation with the location of crack initiation, but it also confirms the positive effect of an increased weld width between steel and aluminum sheets resulting from oscillated laser beam welding. For welded connections of sufficiently high seam quality, FAT classes recommended for aluminum joints can be presumed in the assessment in case of optimized welding process parameters regardless of the actual geometry. The research results of the LBF demonstrate the potential for the application of the welded steel-aluminum dissimilar joint through the fatigue strength under constant amplitude loading but also through variable amplitude loading of a randomly distributed load sequence derived from a linear spectrum and under the corrosive influence of salt spray atmosphere.
Customer benefits
The research results of Fraunhofer LBF show significant influences on the structural durability of hybrid material combinations, such as steel-aluminum joints, andimprove their reliable design. This lays the foundations for the application of alternative manufacturing processes within the design of maritime structures.
LaSAAS – ”Laserstrahlschweißen von Stahl an Aluminium für die Anwendung im Schiffbau” (Laser Beam Welding of Steel to Aluminum for Application in Shipbuilding)
Laser Zentrum Hannover e.V.
LASER on demand GmbH
Scansonic MI GmbH
Precitec GmbH & Co. KG

“Flexibility in the design and production of maritime systems is gained by plurality of manufacturing processes für hybrid material combinations, which were investigated using laser beam welding. For a fatigue-resistant application in future, our experimental and numerical investigations contribute substantially to assure their fatigue strength.” Dipl.-Ing. Benjamin Möller
Contact
- Dr.-Ing. Rainer Wagener
- Phone: +49 6151 705-444
- rainer.wagener@lbf.fraunhofer.de
- Dipl.-Ing. Benjamin Möller
- Phone: +49 6151 705-8443
- benjamin.moeller@lbf.fraunhofer.de